.jpg)
供熱系列
全焊接球閥系列
給水系列
溫控系列
熱力入口裝置
標簽:熱力入口裝置|全焊接球閥|動態阻力平衡閥

熱力入口裝置產品介紹 products details
鋼制焊接熱力入口集成裝置介紹:
鋼制焊接熱力入口裝置構成:
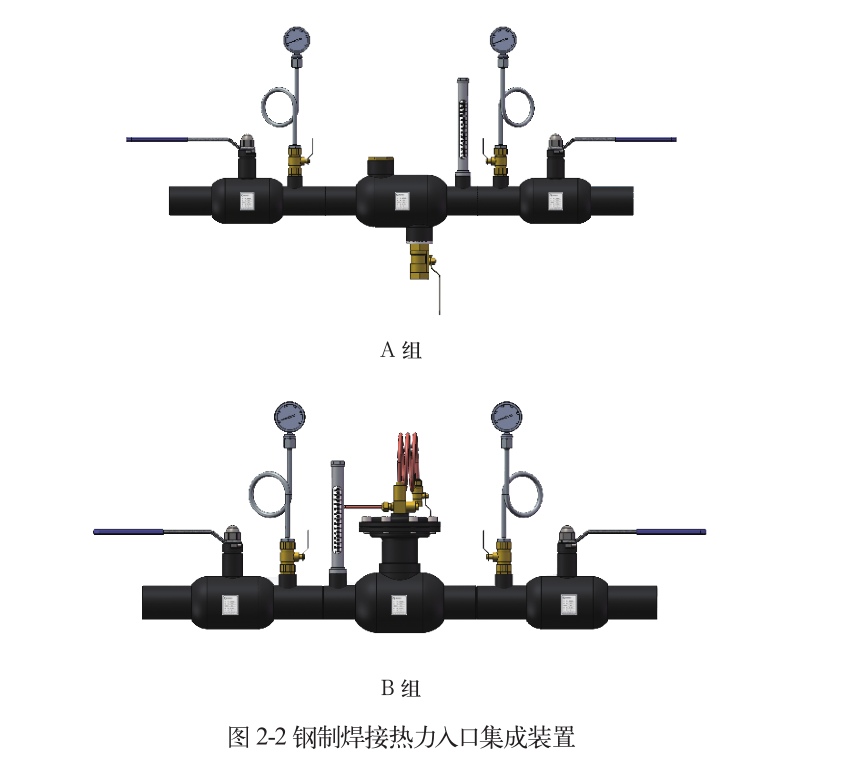
鋼制焊接熱力入口集成裝置是由鋼制焊接直通過濾器、鋼制全焊接壓差控制閥和鋼制全焊接球閥及壓力和溫度測量裝置組合構成的一種集成裝置,組成集成裝置的閥門和附件見圖 2-1。鋼制焊接熱力入口集成裝置有兩種組合模式:鋼制焊接直通過濾器與鋼制全焊接球閥組合,并與附加的壓力表和溫度計構成鋼制焊接熱力入口集成裝置 A 組;鋼制全焊接壓差控制閥與鋼制全焊接球閥組合,并與附加的壓力表和溫度計構成鋼制焊接熱力入口集成裝置 B 組。兩種集成裝置見圖 2-2。
鋼制焊接熱力入口裝置構成:
鋼制焊接熱力入口集成裝置是由鋼制焊接直通過濾器、鋼制全焊接壓差控制閥和鋼制全焊接球閥及壓力和溫度測量裝置組合構成的一種集成裝置,組成集成裝置的閥門和附件見圖 2-1。鋼制焊接熱力入口集成裝置有兩種組合模式:鋼制焊接直通過濾器與鋼制全焊接球閥組合,并與附加的壓力表和溫度計構成鋼制焊接熱力入口集成裝置 A 組;鋼制全焊接壓差控制閥與鋼制全焊接球閥組合,并與附加的壓力表和溫度計構成鋼制焊接熱力入口集成裝置 B 組。兩種集成裝置見圖 2-2。

適用范圍:
鋼制焊接熱力入口集成裝置適用于工業或民用建筑集中供暖系統的熱力入口,中央空調系統與集中供熱管網的連接入口。其中鋼制焊接熱力入口集成裝置 B 組適用于變流量供暖或空調系統中,保證室內末端溫控裝置動作時,穩定用戶系統壓差,實現節能運行。
鋼制焊接熱力入口集成裝置適用于工業或民用建筑集中供暖系統的熱力入口,中央空調系統與集中供熱管網的連接入口。其中鋼制焊接熱力入口集成裝置 B 組適用于變流量供暖或空調系統中,保證室內末端溫控裝置動作時,穩定用戶系統壓差,實現節能運行。
產品特點:
鋼制焊接熱力入口集成裝置在工廠預制加工,實現熱力入口裝置關斷、觀察、排污、控制一體化,節約成本、簡化安裝、縮短施工時間,避免漏設溫度和壓力測量裝置等附件,易于保溫,排污方便,使用安全,壽命長。
設計選用技術要點:
鋼制焊接熱力入口集成裝置在工廠預制加工,實現熱力入口裝置關斷、觀察、排污、控制一體化,節約成本、簡化安裝、縮短施工時間,避免漏設溫度和壓力測量裝置等附件,易于保溫,排污方便,使用安全,壽命長。
設計選用技術要點:
鋼制焊接熱力入口集成裝置 A 組:
(1)供暖熱力入口供水系統管道上宜設置鋼制焊接熱力入口集成裝置 A 組,按水流方向安裝在熱量表或流量計、水力平衡閥的前面。
(2)選用鋼制焊接熱力入口集成裝置 A 組時,應根據鋼制焊接直通過濾器的規格,按照介質設計流量、工作壓力及過濾器的允許壓降等參數經計算確定。
2.2鋼制焊接熱力入口集成裝置 B 組:
(1)當建筑物內供暖系統為變流量系統時,應通過計算熱力入口的壓差變化幅度確定是否設置鋼制焊接熱力入口集成裝置B 組。
(2)選用鋼制焊接熱力入口集成裝置 B 組時,應根據熱力入口的設計流量和所需控制的壓差范圍來選擇鋼制全焊接壓差控制閥的規格,而不應直接按照管徑選擇壓差控制閥的規格。
(3)設計選用鋼制全焊接壓差控制閥時,鋼制全焊接壓差控制閥的壓差控制范圍應與閥外管網壓差變化相適應,避免管網實際壓差過大或過小導致壓差控制閥無法正常工作。
(4)鋼制全焊接壓差控制閥的設定壓差應與閥內管路系統在設計流量下的阻力損失相匹配,以保證壓差控制閥在其最佳工作區域工作。二者相差過大將導致閥內管路系統實際流量過大,從而造成閥外管路系統水力失調;或者導致閥內管路系統實際流量過小,從而影響供熱效果。
(5)應根據壓差控制閥的工作特性曲線將閥內管路系統設計流量取在閥門控制流量范圍的最佳工作區域內。選取閥門公稱直徑過小,使閥門在其控制流量范圍的高端工作,極易產生噪聲;選取閥門公稱直徑過大,使閥門在其控制流量范圍的低端工作,系統流量變化范圍過大,易造成閥外管路系統水力失調,同時也造成經濟上的浪費。
安裝技術要點:
(1)鋼制焊接熱力入口集成裝置 A 組應安裝在供暖熱力入口的供水管道上,介質流動方向必須與鋼制焊接直通過濾器的器體箭頭方向一致。
(2)鋼制焊接熱力入口集成裝置 B 組宜安裝在供暖、空調系統回水管道上。鋼制全焊接壓差控制閥上接導壓管,導壓管的另一端與供水管連接,導壓管供水端安裝 1/4"球閥,以便啟動消除堵塞功能;介質流動方向必須與鋼制全焊接壓差控制閥的閥體箭頭方向一致;壓差控制閥導壓管前的供水管上應安裝過濾器;供水管和壓差控制閥的回水管上應分別裝設壓力表,便于調節控制壓差。
(3)鋼制焊接熱力入口集成裝置宜水平安裝,安裝工況不允許也可垂直安裝;安裝位置、方向應正確;連接牢固、緊密;安裝整齊。
(4)鋼制焊接熱力入口集成裝置與連接管道焊接時,焊縫采用對接坡口;管道對口前先將管中的雜物清除干凈,應對坡口及內外表面進行清理,清除管道的泥污、油、漆、毛刺等,管道坡口應表面整齊、光潔;焊接時焊縫應滿焊,高度不應低于母材表面;焊縫完成后應清除焊縫表面的藥皮、熔渣和飛濺物。
(5)鋼制焊接熱力入口集成裝置安裝后應按設計要求進行保溫處理。
(1)供暖熱力入口供水系統管道上宜設置鋼制焊接熱力入口集成裝置 A 組,按水流方向安裝在熱量表或流量計、水力平衡閥的前面。
(2)選用鋼制焊接熱力入口集成裝置 A 組時,應根據鋼制焊接直通過濾器的規格,按照介質設計流量、工作壓力及過濾器的允許壓降等參數經計算確定。
2.2鋼制焊接熱力入口集成裝置 B 組:
(1)當建筑物內供暖系統為變流量系統時,應通過計算熱力入口的壓差變化幅度確定是否設置鋼制焊接熱力入口集成裝置B 組。
(2)選用鋼制焊接熱力入口集成裝置 B 組時,應根據熱力入口的設計流量和所需控制的壓差范圍來選擇鋼制全焊接壓差控制閥的規格,而不應直接按照管徑選擇壓差控制閥的規格。
(3)設計選用鋼制全焊接壓差控制閥時,鋼制全焊接壓差控制閥的壓差控制范圍應與閥外管網壓差變化相適應,避免管網實際壓差過大或過小導致壓差控制閥無法正常工作。
(4)鋼制全焊接壓差控制閥的設定壓差應與閥內管路系統在設計流量下的阻力損失相匹配,以保證壓差控制閥在其最佳工作區域工作。二者相差過大將導致閥內管路系統實際流量過大,從而造成閥外管路系統水力失調;或者導致閥內管路系統實際流量過小,從而影響供熱效果。
(5)應根據壓差控制閥的工作特性曲線將閥內管路系統設計流量取在閥門控制流量范圍的最佳工作區域內。選取閥門公稱直徑過小,使閥門在其控制流量范圍的高端工作,極易產生噪聲;選取閥門公稱直徑過大,使閥門在其控制流量范圍的低端工作,系統流量變化范圍過大,易造成閥外管路系統水力失調,同時也造成經濟上的浪費。
安裝技術要點:
(1)鋼制焊接熱力入口集成裝置 A 組應安裝在供暖熱力入口的供水管道上,介質流動方向必須與鋼制焊接直通過濾器的器體箭頭方向一致。
(2)鋼制焊接熱力入口集成裝置 B 組宜安裝在供暖、空調系統回水管道上。鋼制全焊接壓差控制閥上接導壓管,導壓管的另一端與供水管連接,導壓管供水端安裝 1/4"球閥,以便啟動消除堵塞功能;介質流動方向必須與鋼制全焊接壓差控制閥的閥體箭頭方向一致;壓差控制閥導壓管前的供水管上應安裝過濾器;供水管和壓差控制閥的回水管上應分別裝設壓力表,便于調節控制壓差。
(3)鋼制焊接熱力入口集成裝置宜水平安裝,安裝工況不允許也可垂直安裝;安裝位置、方向應正確;連接牢固、緊密;安裝整齊。
(4)鋼制焊接熱力入口集成裝置與連接管道焊接時,焊縫采用對接坡口;管道對口前先將管中的雜物清除干凈,應對坡口及內外表面進行清理,清除管道的泥污、油、漆、毛刺等,管道坡口應表面整齊、光潔;焊接時焊縫應滿焊,高度不應低于母材表面;焊縫完成后應清除焊縫表面的藥皮、熔渣和飛濺物。
(5)鋼制焊接熱力入口集成裝置安裝后應按設計要求進行保溫處理。






相關認證 PRODUCTS
相應的外鏈:
